涂层工艺
将热熔胶在热塑化状态下向诸如梭织布/针织布/无纺布/泡棉/膜材/胶片/网/离型纸等基材上涂布。
少数应用是单纯将材料表面涂层并改变其表面,更多的应用目的在于将两层材料贴合在一起形成一种复合材料,层压到一起,因此该贴合过程常被叫做层压。
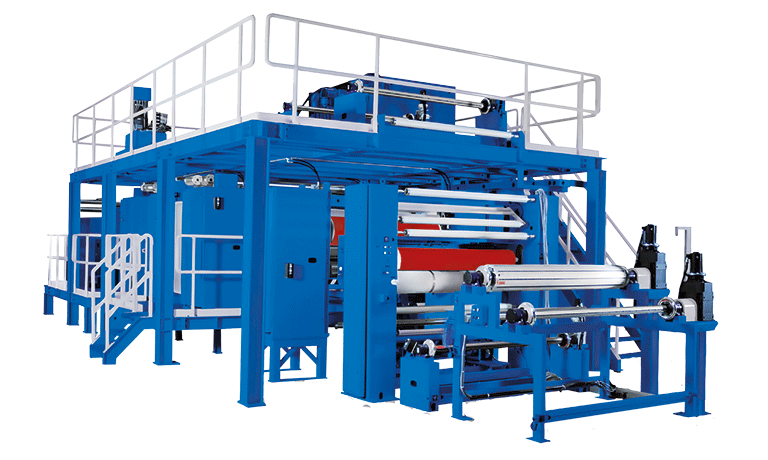
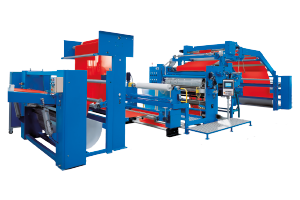
所有设备都配有低张力基材传送驱动,并且张力由测力辊和悬浮辊测量。控制系统可以依据设定值进行调节。多个基材引导牵引系统可确保幅材层正确对齐,以进行涂层和层压。储料机构(J型槽/辊子和传送带)保证了设备在更换布卷时刻连续运转无停机。
纺织品中常用的热熔胶粘合剂为单组份无溶剂的热塑性(无反应)聚合物或者热固性预聚物(反应性),聚合物在应用之前至熔点
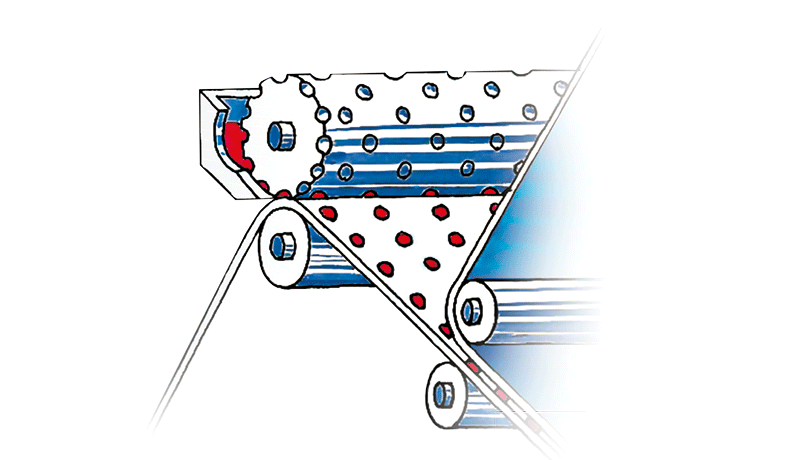

将热熔胶在热塑化状态下向诸如梭织布/针织布/无纺布/泡棉/膜材/胶片/网/离型纸等基材上涂布。
少数应用是单纯将材料表面涂层并改变其表面,更多的应用目的在于将两层材料贴合在一起形成一种复合材料,层压到一起,因此该贴合过程常被叫做层压。
所有设备都配有低张力基材传送驱动,并且张力由测力辊和悬浮辊测量。控制系统可以依据设定值进行调节。多个基材引导牵引系统可确保幅材层正确对齐,以进行涂层和层压。储料机构(J型槽/辊子和传送带)保证了设备在更换布卷时刻连续运转无停机。
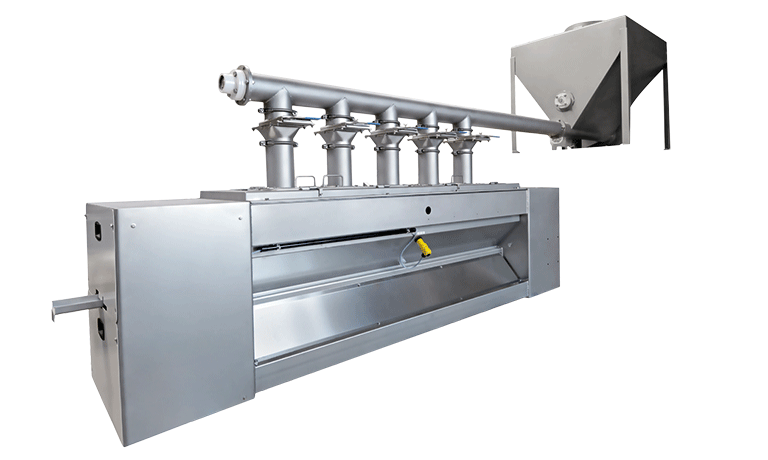
任选的辅助设备:雕刻辊清洗装置,导热油加热,水温控制
| 热固型(硬塑体)热熔胶
单组分,湿固化/交联反应性聚氨酯: • 典型工作温度 90-130°C • 粘度范围:3,000-35,000 cps 热固类热熔胶与热塑类粘合剂相同,需加热后以塑化状态涂布,但在涂布时不发生交联,而是与湿气结合产生交联,这个过程依聚合物的不同需要数小时至两天的时间。与热塑胶相反,热固胶再加热后不再塑化,亦即该工艺不可再反复。 所需辅助设备:溶胶罐或熔胶槽 |
热塑类热熔胶
coPA, coPES, PSA, EVA, 参数如下: • 典型工作温度:150-230°C • 粘度范围:3,000-150,000 cps 热塑类粘合剂加热后呈可塑状,冷却后呈固态。加工工艺完全可以重复,可以反复。在高温下,其粘着力下降。但也有能够经得住200°C以上温度的热塑胶,并已被工业生产所接受。 所需辅助设备:挤出机或熔胶槽
|
任何纺织品及非纺织品均可复合,如:
涂布方式:
狭缝/喷淋

热固型(硬塑体)热熔胶
单组分,湿固化/交联反应性聚氨酯:
热固类热熔胶与热塑类粘合剂相同,需加热后以塑化状态涂布,但在涂布时不发生交联,而是与湿气结合产生交联,这个过程依聚合物的不同需要数小时至两天的时间。与热塑胶相反,热固胶再加热后不再塑化,亦即该工艺不可再反复。
所需辅助设备:
溶胶罐或熔胶槽
热塑类热熔胶
coPA, coPES, PSA, EVA, 参数如下:
热塑类粘合剂加热后呈可塑状,冷却后呈固态。加工工艺完全可以重复,可以反复。在高温下,其粘着力下降。但也有能够经得住200°C以上温度的热塑胶,并已被工业生产所接受。
所需辅助设备:
挤出机或熔胶槽
应用领域:
户外服装
功能性服装及防护服
汽车内饰材料
家用纺织品,装饰布,床垫的罩套
粘合衬
产业用复合材料
任何纺织品及非纺织品均可复合,如:
梭织物
针织物
非织造
薄膜、胶片
海绵