CAVI2COAT 雕刻辊和几种多辊筒涂层工艺
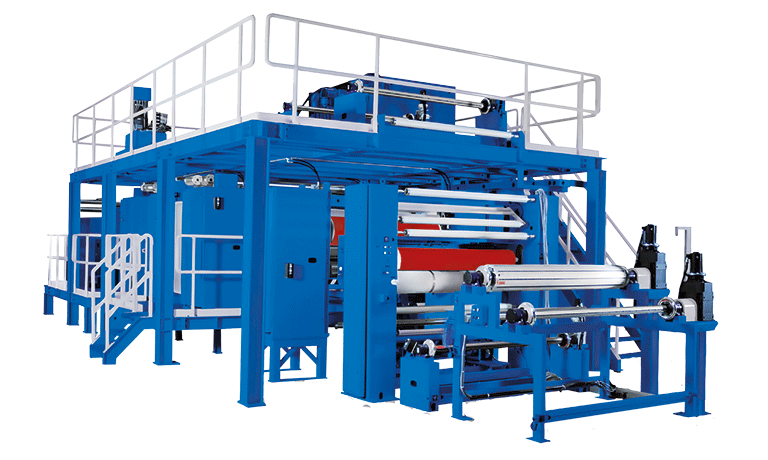
CAVI2COAT设备可使用雕刻辊和几种多辊筒涂层工艺。雕刻辊和多辊筒都已预装好使用者可以轻松转换点涂和满涂工艺。在雕刻辊涂层模式下,融化的粘合物存储在经向接触雕刻辊的胶槽内。该模式下,雕刻辊的凹点被粘合物填满。在多辊筒模式下,融化的胶水夹在两个硬质加热辊筒中间。
CAVI2COAT设备可使用雕刻辊和几种多辊筒涂层工艺。雕刻辊和多辊筒都已预装好使用者可以轻松转换点涂和满涂工艺。

CAVI2COAT设备可使用雕刻辊和几种多辊筒涂层工艺。雕刻辊和多辊筒都已预装好使用者可以轻松转换点涂和满涂工艺。在雕刻辊涂层模式下,融化的粘合物存储在经向接触雕刻辊的胶槽内。该模式下,雕刻辊的凹点被粘合物填满。在多辊筒模式下,融化的胶水夹在两个硬质加热辊筒中间。
雕刻辊模式: 胶粘物在塑化状态下被送入涂头。胶水被雕刻辊带起,空白处由刮刀刮除,凹点内的胶水转移至支撑辊上基材表面。
多辊筒模式:粘合物涂层到织物的方式有三种:与织物运行方向相同(直涂)、与之相反方向(逆涂)或浸渍方式(双面同时涂层)。所有方式均可做满涂工艺。直涂和逆涂都可将粘合物涂在基材的单面上,前者适合大涂胶量的工艺,后者适合高精度涂层的工艺。
另外一种应用方式是将基材穿过涂层辊和给料辊之间的缝隙。使基材浸入粘合物中从而达到双面涂层的目的。

幅宽:1200-2600 mm
车速:80米/分钟
粘合物:热塑胶,反应性热熔胶
涂布重量: 3~80克/平米(雕刻辊) 10~500克/平米(满涂)
基材:适合的梭织物、针织物、无纺布、薄膜、海绵
热熔法涂层工艺相比传统的涂层和复合工艺具有更多的优势: